
Matt's Weekly Shop Update
Kitchen Island, Barn Power – March 2024 Update
Welcome to my shop! This is a quick update to let you know what I’ve been up to. This big chunky thing is the leg
After months of building this saw it is finally time to get the saw head calibrated to start cutting. The majority of the work involved is aligning the wheels and getting a blade tensioned and tracking correctly.

I’m starting the set up with the drive side. This is going to be the (mostly) fixed side and I will do the adjustments on the idle wheel. First thing over here is to remove my plywood spacers and install a washer and lock washer onto the bolts. I used the spacers to take up the extra threads of the bolts so I didn’t have to turn them in as far.

Next I want to address the angle of the shaft relative to the beam. I am using the beam as my reference point throughout this set up. It really doesn’t matter how parallel to the bed the drive shaft is since the blade guides will take care of setting the blade but to make set up easier between this side and the idle side, I’d like to set it parallel.
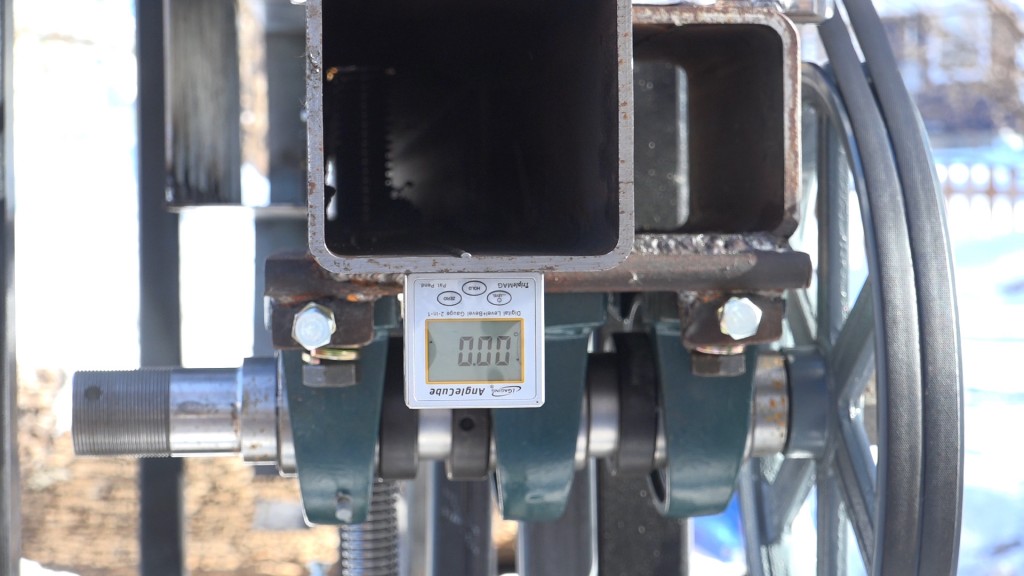
The mounting plate that the shaft bearing are mounted to will determine the angle of the shaft. I used an angle gauge here to confirm that the plate and the beam are the same. They both read zero so when I welded the plate onto the beam it was sitting nice and flat on the beam.

Another reason why I wanted to check that was I was hoping to have to shim either the front or back bearing so the center bearing wasn’t in contact with the plate. If the plate isn’t completely flat, the deviation in flatness will be transferred to the shaft through the bearing putting undo stress on the shaft and bearing. I’m not sure if the mill will need the center bearing but I included it in this design just in case. I can evaluate the need for it in the future. Since the bearings don’t need to be shimmed to adjust the angle of the shaft, I’ll shim both the front and back bearings to lift the bearings off of the plate which will leave a gap between the center bearing and the plate. I cut and fit .006″ shims under each foot of the front and back bearings. I checked the gap on the center bearing by rocking it all the way to one side so in theory the gap should be twice the thickness of the shims I used. I measured with a feeler gauge and came up with a gap of .011″ so the plate likely has a bow of .0005″. I installed the bolts into the center bearing but left them loose. They’re only there to keep that center bearing from rattling around and so that I don’t lose the bolts.
![]()
Next I can address the angle of the shaft in the horizontal axis. I installed the wheel which will compound any alignment issues. Using a ruler, I measure the distance to the beam at each side of the wheel and use the adjustment bolts to move the bearings left and right until the measurement is the same on both sides of the wheels.

After some back and forth, I had the wheel aligned to the beam and could lock down the adjusters and the bearing bolts.
On my way over to the idle side, I finished installing the tensioner.
![]()
With the drive wheel set as my reference, I work to align the idle wheel to it. There will likely need to be some adjustments once I have the blade installed but getting it close now should make that process easier. I start by adjusting the wheel to be parallel to the beam using the side to side adjustment bolts.

With the wheel parallel, next I need to move it so it is the same distance away from the beam as the drive wheel. On the back of the idle mount I added adjustment bolts for this as well. In my case, the wheel needed to move back so I loosened the adjusters and move the idle mount back until it contacted the adjustment bolts. I purposely overshot the adjustment so I could use the adjusters to push the wheel out more precisely.

One last check to make sure the wheel is still parallel to the beam and the correct distance away from it.

Next the wheel needs to be adjusted in the vertical plane. On the idle mount I added jack screws to the front and back so I can tip the wheel in either direction by tightening either the front or back jack screws. I took my angle gauge to the drive wheel and with it stuck to a spoke at top dead(ish) center, zeroed it out. Bringing the gauge over to the idle and placing it on one of its spokes shows me how far out the wheel is. I can then adjust the tilt in whichever direction until the gauge reads zero.

With the alignment pretty close, I need to install a blade and tension it to see how everything aligns at operating tension.

I remove the guide rollers and jaws since the ones that are currently on the saw are for 2″ wide blades. I’ll be running 1.5″ blades initially. I also want these out of the way so I can be sure they are not affecting the blade.

I apply some light tension with the hydraulic ram to take the droop out of the blade so I can check the blade tracking. Amazingly the blade was tracking close to perfectly at this point when turning the wheels by hand.

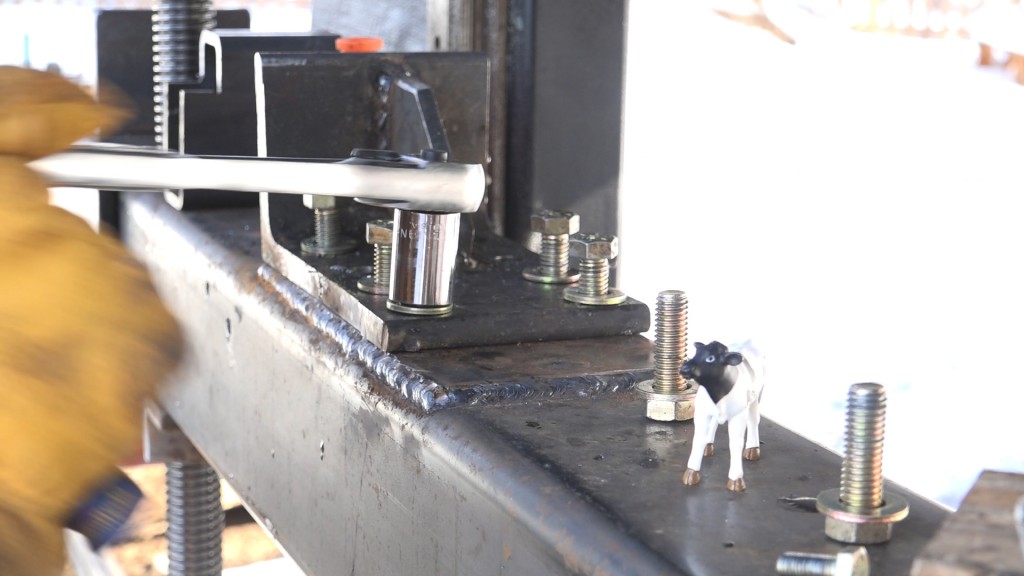
Next I want to run the blade under power to get more distance on the band to further check the tracking. I hooked up the drive motor’s VFD and installed and tensioned the belts. The motor mounting plate has an adjustible base that moves the motor left and right to tension the blade. The bolts on the end of the mount pull an internal platform and once the belts had a moderate amount of tension the motor can be locked down. The bottom nut locks the internal carriage and the top nut locks down the motor.
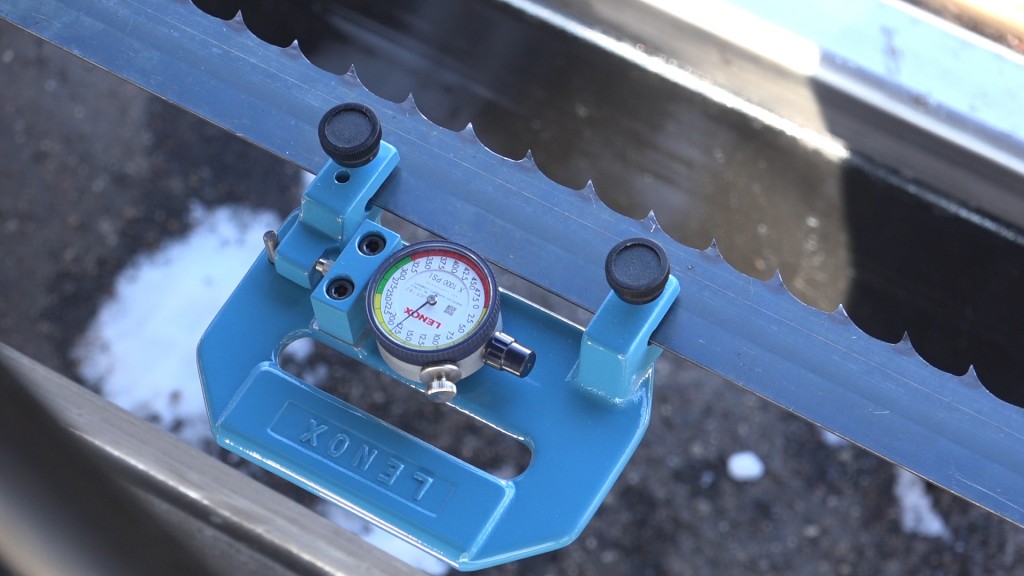
Next up is tensioning the blade. I purchased a tension meter that clamps to the blade and measure the stretch in it as it is being tensioned and reads out a PSI measurement. The blade I’m using has a minimum tension of 18,000psi. I pump the hydraulic ram until the meter reads 18,000. Since I’m curious, I wanted to know how much force is being applied through my tensioning mechanism. This is pretty easy to do. All you need to know is the cross sectional area of the blade. My blade is .05″ thick and the distance from the back of the blade to the bottom of the gullet is 1.3″. So the cross sectional area of this blade is .05″x1.3″=.065in2 [Imagine breaking a band at one of the gullets and looking at the end]
Now we can multiply the area of the blade with the psi reading:
.065in2 x 18,000lbs/in2 = 1,170lbs or ~530kg
Since I plan to run 2″ wide blades some day:
.05″x1.7″=.085in2 x 18,000 = 1,530lbs or ~694kg
For a 2″ wide blade, that’s the equivalent of hanging the entire sawhead and carriage from the blade.
For more information on measuring and calculating blade tension see Matthias Wandel’s article on Bandsaw tensioning

I was hoping to be able to calculate the lb force from the other direction to compare the two numbers. Theoretically they should be the same. I haven’t been able to find the specs for the size of the end of the hydraulic cylinder and I really don’t feel like taking it apart to measure it. However, I can still use the gauge on the pump for it’s original intention: to visually tension the blade and monitor tension while the saw is in use.
![]()
With the blade fully tensioned, I ran the saw at a low speed for a few minutes to get some travel distance on the blade. The blade tracked further off of the wheel and I adjusted the tracking to move it back however, I ran out of travel in my tracking adjustment so the blade stayed about 1/4″ further off of the wheel than I would like. I could track the blade back with the drive wheel but there is a larger problem.

The guides ended up being too far forward so if I was able to track the blade back, the guides wouldn’t let the blade do that. I also ran out of downward travel in the guides. The guides are supposed to deflect the blade down 1/4″ but right now are barely touching it. I’ll have to modify the guide mounts so the guides are positioned further down and towards the back of the saw. This should be a quick fix but for now, the saw should work as is to cut some of the smaller logs I have and at this point after spending so much time building this saw, it would be great to know if it actually cuts.

So with about as bare bones as it could be, I fired up the saw and pushed the carriage through the log that had been sitting on the bed for a few weeks. I was expecting to be able to feel when the blade was in the cut but pushing the saw along, I could feel no resistance from the cut. It was like the saw was just cutting air the whole way down the track.
I did live stream the first cuts and also release an edited version that just shows the cuts and some of the glee and excitement.
Shim Stock: http://amzn.to/2kILhbB
Angle Finder: http://amzn.to/2kIBQss
Tension Meter: http://amzn.to/2khjfqK
















Welcome to my shop! This is a quick update to let you know what I’ve been up to. This big chunky thing is the leg

Welcome back to the home renovation. This time I’m going to be working on the kitchen island. Here is a small model of the island.

Welcome back to our home renovation. Today I am going to be working on this wall. It needs some upper cabinets and the surround for
8 Responses
Hello
Great job on the sawmill!!!! I am fixing to start on one myself and you videos are really helpful. Thank you for taking the time to make and post them. After all is said and done what was you cost on your mill? I was looking into building one from things I could find but after seeing how nice yours turned out I myself may just go buy new steel.
Do you offer any blue prints?
Awesome! Glad it’s been helpful! I have around $8500 into it at this point. Steel was roughly half the cost. I’ll be putting together a cost breakdown in a few weeks and I’ll cover everything in that post. Plans will also be available in a few weeks. Thanks!
Hi Matt,
I am looking for a Co. that sells that HYDRAULIC BLADE TENSIONER.
Where did you get yours from?
Thanks,
Mike
Rockford, IL
Northern Tool
Now I feel silly, asked the costs in another post but should have googled first.
no worries. Thanks Wyatt!
Do you sell slabs ? Where are you located?
Minneapolis area. showings by appt.