
Matt's Weekly Shop Update
Kitchen Island, Barn Power – March 2024 Update
Welcome to my shop! This is a quick update to let you know what I’ve been up to. This big chunky thing is the leg
Now things get exciting. The pretty boring steel structure starts getting mechanized and turned into a bandsaw. The first thing to cross off of the list is the mount for the idle wheel. The wheel needs to mount to the beam and be able to move away from the drive wheel to tension the blade. It also needs to be able to tip and pivot to track the blade.
April Wilkerson was in town for a few days and while she was here she helped me with some of the idle side assembly. April’s can do attitude made her a blast to work with. Make sure you check out her website and videos.

We start by making the box that will slide over the beam and allow the idle wheel to move out to tension the blade. The box will be constructed from 1/2″ thick by 6″ wide flat stock. April cuts a 4′ length into 4 pieces with the circular saw. She also cleans up the edges, the weld areas, and grinds bevels where the welds will go.

The beam is used as a form to create the box. I left some additional space between the inside of the box and the beam so it will still slide relatively easily after paint is applied. I used index cards as spacers. Starting with two of the box peices, they are arranged and clamped to the beam. April tacks them together in the middle and towards the outsides.

These are tacked and then rotated so the third side can be added. Once that is tacked, the assmebly can be rotated one last time so the 4th side can be tacked.

With all the tacks complete, the box can be turned as the seams are stitched. We ended up running 9 shorter beads turning the beam as we went to help reduce distortion.
With the box complete, we can move on to getting the idle shaft assembly attached. This shaft needs to be able to move in 3 direction in order to properly track the blade. It need to move in and out, pivot, and tip. In and out is easy since the mounting holes are slotted in that direction. To accomplish a pivoting motion, undersized bolts will be used to mount the assembly to the box and to control the pivot, bolts will press against each corner to turn the assembly. Lastly the tipping motion will be achieved by shimming either the front or back as necessary. These adjustment should only need to be performed once when the saw is first set up so an elaborate mechanism doesn’t seem very justified here. A simple mechanical method would be to drill and tap the 4 corners of the mounting plate for jack screws. I’m also adding a second piece of 1/2″ plate so there is more material to thread.

Next the additional plate and box can be fit up to be welded together. I ground back the weld on the box to the plate could fit up against the front of the box and ground bevels at each of the weld edges.

The plate can then be welded to the box. I did this gradually so the plate wouldn’t distort.

Now the box needs the holes for mounting the idle assembly. I didn’t have a transfer punch large enough for the holes in the mounting plate. I used a pair of wood shims of equal thickness placed on either side of the punch to keep it centered. I was less concerned about the placement front to back since there is plenty of adjustability there. I just eyeballed the placement.

Using the transfer points, holes were drilled up to the size need for the 1/2″ tap.

Next the blocks for the pivot adjusters can be added. I drilled and tapped holes in the end of 1/2″ thick bar stock. I cut the ends off of the bars to create the blocks and gave them some shape with a grinder. I didn’t just weld a nut in place because I wanted something a little more substantial and I was worried about distorting the nut when it was welded on.

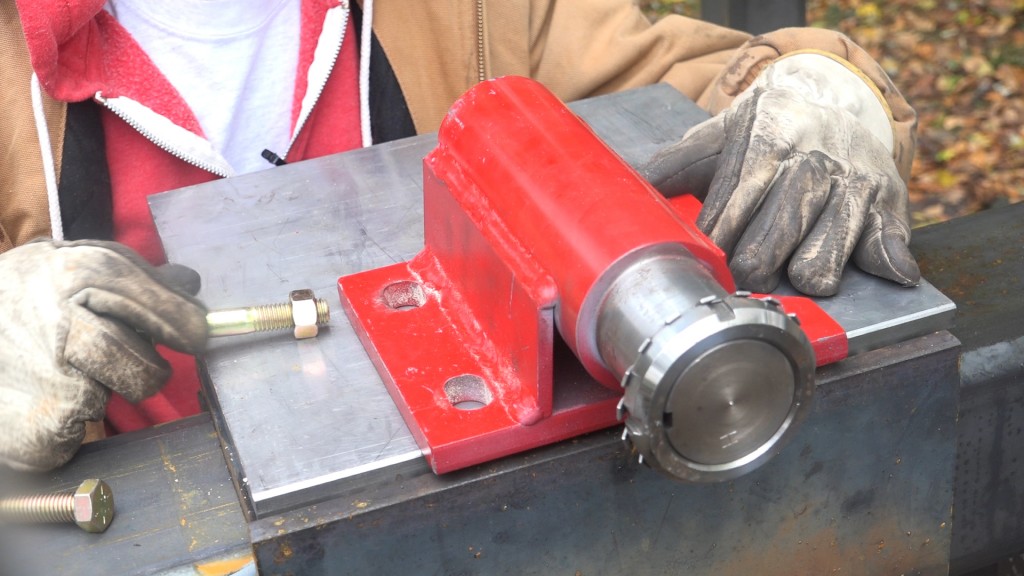
I tacked the blocks with the idle shaft in place so I could position them roughly 1/2″ away.
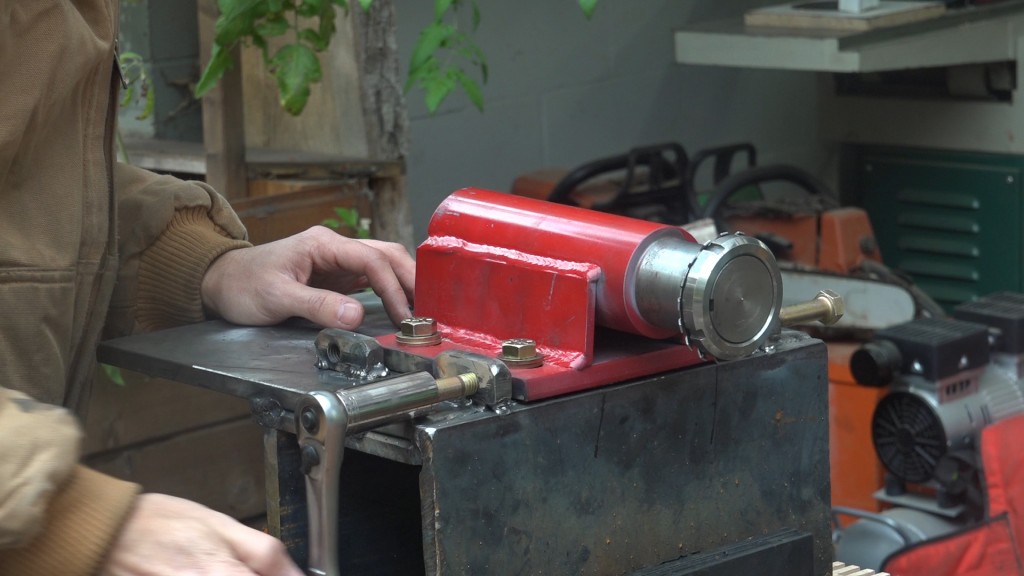
After they were tacked in place, I removed the idle assembly and finished welding them. Then the idle shaft can be bolted in place and the adjustment bolts installed.

The mount is ready to go and can be placed onto the beam.

The wheel can be put onto the shaft and I can give it a test spin.
The idle side still needs a tensioning device to move the box to tension the blade. I’ll be installing that after the drive wheel is installed so I can put a blade on the saw to see roughly what the final position of the idle wheel is. There are two styles of tensioning devices: static tensioners and dynamic tensioners. A static tensioner moves the idle wheel to a fixed position and has no give. Examples of this would be a screw or hydraulic ram. A dynamic tensioner apply force to the idle wheel which in turn transfers that force to the blade and has give in either direction. Examples of this would be adding a spring to the screw or hydraulic tensioner or using an air cylinder. Proponents of both say theirs is better for blade life. Since I’m not going to be sawing a lot, blade life isn’t a large concern for me.
The advantage of a dynamic tensioner is if the blade stretches, tension will still be applied to the blade so on a static tensioner, the tension will need to be more actively monitored.
I am going to be using a hydraulic ram for my tensioning device. I will include a pressure gauge on the ram so I can monitor pressure while the saw is in use. I plan to add a spring to the assembly in the future for convenience.
Metal Circ saw: http://amzn.to/2c3DaSS
Lincoln 225 Welder: http://amzn.to/2cvOrfU
Triton Super Jaws: http://amzn.to/2eF759a
Transfer Punch Set: http://amzn.to/2fiAQ0H







Welcome to my shop! This is a quick update to let you know what I’ve been up to. This big chunky thing is the leg

Welcome back to the home renovation. This time I’m going to be working on the kitchen island. Here is a small model of the island.

Welcome back to our home renovation. Today I am going to be working on this wall. It needs some upper cabinets and the surround for
11 Responses
Nice progress Matt, it’s really coming together! …..lowering the beam to put the mount on was a great move, that thing looks heavy!
Thanks Fred! yeah it must weight like 70lbs
Looking good what you using for the drive and idle wheels ?? In the process of building same sort of mill looking for ideas , as looking into same band saw like design or long chain saw bar design any help would be grate full
I got the wheels from Cook’s Saw. They’re really nice. Well balanced and true. Chainsaw would be easier to build and cheaper but cuts would be slower and more waste.
This was great content!! I’m looking to build a bandsaw mill myself. Where did you get the shaft bearings?
Thanks! I got the idle shaft from Cook’s Saw.
Are you going to publish a Bill of Materials so we can build our own? Maybe get links from the parts manufacturers for your website so we can buy the parts through your links?
I think your saw is awesome and I want one! Thank you for showing everyone how it was done. I have enjoyed your videos.
What is your wheel diameter and how did you come to that dimension. Is there an economical band saw blade length that you took into consideration?
30″ Wheels. Sort of the sweet spot before larger wheels start to get much more expensive. There’s no premade blades that would be long enough so I just ordered custom length bands although I haven’t really noticed a pricing difference between premade and custom. I think the biggest difference is the premade are already sitting on the shelf so the shipping time is a bit shorter.
Wäre do you geht the wheels Form?
Cook’s Saw